
The thermoformed Plastic Boss: A How-to Guide
Staff
General DPN Many electronic products are held together by machine screws (into bosses) and snap fits.
Many electronic products are held together by machine screws (into bosses) and snap fits.
Such features are designed into the latest release by model train specialist Bachrus Inc., designed by IDWS.ca (featured on the cover the May 2010 DPN edition – pictured left below) as this fastener technology is used for final assembly.
 The model train controller product has some nice architecture features built into the electronic housing to help the form fit with the function – the outside that is seen in the creative exploration of shape and style. As the goal here was to wow the end user and add value to the product line, but with that said the inside was meticulously engineered to give that outer appearance a good first impression.
The model train controller product has some nice architecture features built into the electronic housing to help the form fit with the function – the outside that is seen in the creative exploration of shape and style. As the goal here was to wow the end user and add value to the product line, but with that said the inside was meticulously engineered to give that outer appearance a good first impression.
Here I’m focusing in on the architectural structure of the product’s boss designs. Because to get those right means that there is added strength without added wall thickness – as surface blemishes due to sink marks in the plastic show up more with an increase in plastic. As well, wall thickness uniformity is important to cycle times and generally the ribs and bosses are based on a 60/40 percentage ratio. So there are some minor tweaks that can make a design even better if you find the right source.
As you’re probably aware, Googling this topic will drop a great amount of resources onto your screen and a handful of fastener manufacturers’ documentation is there to sift through. However, I thought I would compile a little bit of information on the topic here in a handy, easy-to-access blog report.
The preferred thermoforming machine screw, which is engineered for plastic, is a thread forming screw like the EJOT PT cross recessed raised cheese head style screw – sourced in many places such as the Fabory Catalog. The key advantages of this thread forming fastener are many:
1. Is that it works in all types of thermal plastics.
2. It gives a maximum resistance to pull out with its 30° thread profile and narrow thread pitch.
3. Finally its recessed thread root design gives optimal material flow into the cavity recess between the threads on the screw as it cuts into the boss. This is highly desirable feature on very small screws like a KB 22×6 Pozidriv EJOT PT machine screw (√ÉÀú2.2 mm x 6.0 mm).
So once you’ve found the perfect Machine Screw, the structural design of the Boss to receive the PT EJOT thread forming faster is a bit more than a tube profile with draft. Companies like Acument, of Sterling Heights, MI, give some general guidelines online to create the qualifiable boss design you will need (see the chart below or look at: www.acumentnorthamerica.com/products/brochure/pt.pdf).
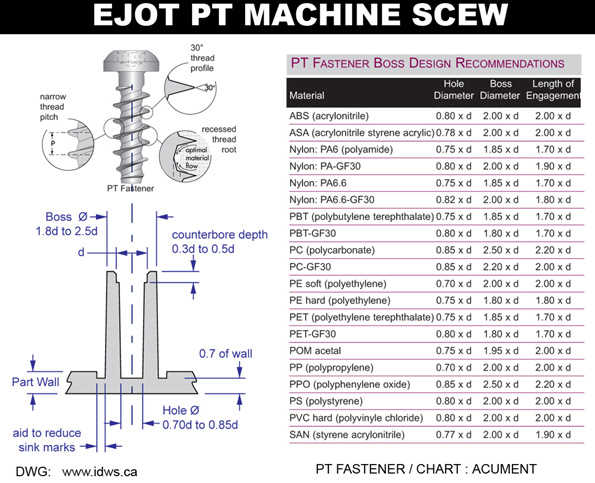
Acument recommends to keep-in-mind that specific applications need to allow for various molding conditions, tool design, weld lines, and proximity to any injector gates, etc. will affect the boss.
With all that said though, the laboratory testing and in the field applications have produced great results for product designers to rely on, instead of the educated guess approach or the simple tube with draft.
Also a designer needs to notice the different recommendations for the inner diameter (i.d.) hole size for the screw – as it is dependant on the specific thermoplastics being used in the product design. As each plastic has its own molecular composition, some polymers are prone to cracking under expansion stress, while others are more capable of resisting those pressures when the screw is driven into place. Knowing your product material early on in the design process helps you create the optimal boss dimensions.
The surface finish on the final part might be high-gloss and capable to reflect subtle changes in the surface. So in a micro level, this is where form meets function in the design process because it’s truly here that the devil is in the details – and it will show. So go ahead and get the right boss design built into your parts and you will be on your way to making great designs.
IDWS.ca is an Industrial Design Firm serving companies looking to bring new ideas to their product development process. Contact David Duncan d.duncan@idws.ca. This is the second contribution of his monthly blog for Design Product News. More of his blogs are available at www.idws.ca/blog.
For his previous DPN blog, click here