
Significantly reduce maintenance costs with smart condition monitoring systems
By Richard Habering
General Power Transmission Machine Building noadsSponsored by igus
How igus i.Sense maximizes OEE and increases machine service life.

(Photo credit: info@crashmedia.fi /Depositphotos.com)
Condition monitoring refers to the regular to continuous recording or monitoring of the condition of a machine (especially in the case of rotating components or moving applications), plant or process. The operational advantages for those responsible for maintenance are obvious: maximizing production in the form of OEE and increasing the service life of the plant landscape.
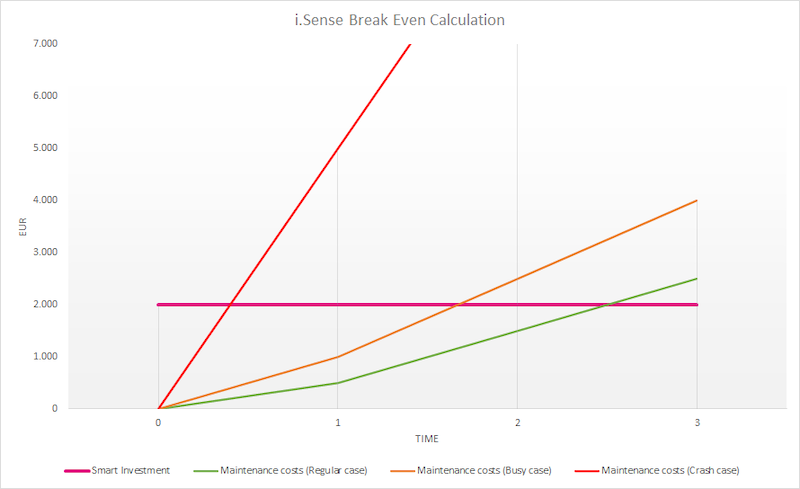
But the financial benefits of condition monitoring systems often have a hard time; precisely because the initial investment in modern condition monitoring does not reduce the costs at first, of course, but increases them. Therefore, in the next sections, we want to use a break-even analysis to look at the financial impact over the entire period of use on the basis of practical experience in an automotive production hall.
Ready-to-install condition monitoring systems for less than 2,000 EUR
First of all, there are the one-time procurement and installation costs for a condition monitoring system such as i.Sense from igus – smart plastics. This can be defined as a ready-to-install complete package for retrofitting for an energy supply of up to 30 m travel length directly in the online shop and ordered for less than 2,000 EUR. The setup can be done completely independently with the associated operating and assembly instructions. In addition, there are no further costs during the period of use.
On the other hand, there are the regular maintenance work, which must be carried out continuously in typical production plants with several thousand cycles a day.
These can include the following examples:
- oil change on a crane
- maintenance of a production machine
- monitoring of a production plant by measurement technology
Since these efforts can be very different per application, we want to approach the whole thing in 3 different scenarios:
- Regular Case – Optimally designed energy supply with normal utilization
- Busy Case – Fully utilized production line in 3-shift operation
- Crash Case – Complete failure of the production line
Break even in normal operation already achieved in the first years of use
The expenses are generally about maintenance costs that are spent on the maintenance of the equipment. This includes all costs that keep equipment in an operational condition. For the energy supply at a gantry portal in a production hall, this can include the following typical expenses in the regular case:
- Weekly inspection of the travel path for impurities or objects (a 10 min)
- Monthly check of the cable package and re-calibration of the thrust / tensile forces (a 30 min)
If these expenses are offset against the average costs in the manufacturing industry in Germany of EUR 41.60 for one hour of work the benefit threshold of an i.Sense system is already reached in the 3rd year of use.
- (10 min/60 x 40 working weeks) x 41,60 EUR/h = 277,33 EUR
- (30 min/60 x 12 months) x 41,60 EUR/h = 249,60 EUR
In this regular case, we assume a properly designed and smoothly running energy supply. If we now have a production plant running at full load in 3-shift operation, further expenses are to be expected:
- Daily visual inspection of the travel distance (3 min)
- Semi-annual inspection of the complete energy supply (240 min)
In this busy case, the break even for a modern condition monitoring system such as i.Sense is reached after just under 1.5 years:
Avoidance of a total failure with i.Sense EC.P can hardly be grasped monetarily
However, the main advantage of e.B. a permanent tensile / thrust force monitoring with i.Sense EC. P has not yet been included: namely the immediate stopping of the plant in the event of an abnormal increase in force.
This can be caused by any external influence in the form of tools or other objects left in the travel. With the emergency stop of the system and alerting the machine manager, immense consequential damage or even total failures can be prevented.
The occurrence of such a total failure can not be predicted typically, but in the event of an emergency, it will be really expensive. In the automotive industry, one speaks of several thousands of downtime costs per minute; This crash case must therefore be avoided at all costs.
www.igus.ca
Sources: